
发动机气缸体凸轮轴衬套装配工序,因轴衬套易划伤、安装精度和装配准确度要求高等问题,一直是加工产线提升自动化率的难点之一。本项目通过机器人、视觉检测、伺服系统、微型桁架机构、筛料输送带等多种技术的配合应用,实现凸轮轴衬套的自动识别与装配,提高了生产效率和自动化水平,消除了人工装配存在的安全风险隐患和质量隐患。
随着时代的发展,制造业的智能化水平在不断的提高,并慢慢的变成为公司发展的主要动力和必然要求。凸轮轴衬套人工装配流程繁琐,劳动强度大,且对于错漏松装问题缺少有效的防错手段,自动化装配将有力地提升产品质量稳定性和生产效率,推动公司实现快速长远发展。
气缸体凸轮轴衬套压装工序,改造前衬套由人工从料架取出,查看镀层是否完整并确认衬套油道及油道孔位置后,将7个衬套(1个宽套,6个窄套)逐一放置于压装设备对应的7个压头上,然后启动压入(如图1所示)。早期公司曾联系其他厂家设计自动装配设备,但是因频繁划伤衬套,最终未能投入到正常的使用中,而凸轮轴衬套自动装配也成为公司自动化改造的难题之一。

①按照高产期间的生产模式计算,每班次需安装凸轮轴衬套共计一千余次,且装入压头时对衬套的方向和位置也有较高要求,操作者易出现视觉和意识疲劳,造成凸轮轴衬套漏装、错装。这样一些问题在入库检查时难以被发现,流入市场后会造成划瓦等严重质量问题。
②操作者安装凸轮轴衬套时需将身体探入压装机床内,存在因误操作而被挤伤的风险。
①凸轮轴衬套有宽套和窄套两种(如图2所示),项目需要同时兼顾两种衬套区分、识别和夹取。
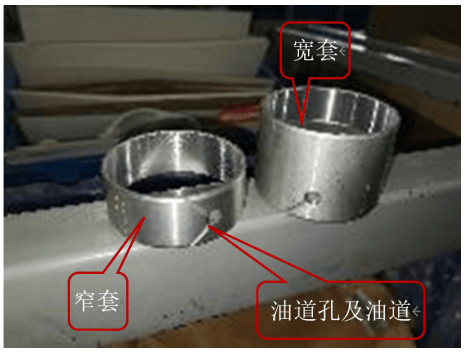
②凸轮轴衬套的安装对外侧油道口及油道有方向、角度要求,通过单一的传感器或视觉相机检测难以对两种不同衬套进行相对有效识别。
③凸轮轴衬套镀层娇贵易磨损,需要轻柔无磕碰装配,传统夹具在夹取过程中容易划伤衬套造成报废。
本系统为满足加工产线凸轮轴衬套自动装配的需要,完全解决人工装配带来的质量和安全问题,提升整体的自动化率,规划了该工序新的工艺流程:由人工将凸轮轴衬套放置于输送带上进行上料,到达顶位时夹爪抓取并放置于上料位的姿态矫正转台上,通过智能检测系统判断衬套姿态,随后转台旋转将衬套转至上料姿态,机器人夹取并将其放置于压装机压头上,全部放好后启动压装机进行压装。系统流程规划如图3所示。

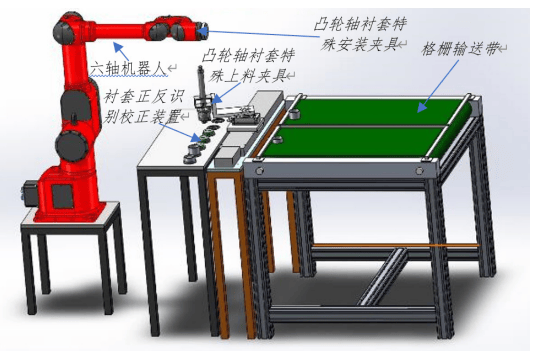
装配系统主要由格栅输送带、转运夹爪、智能识别矫正系统、机器人、压装机、电气控制管理系统组成。格栅输送带和转运夹爪属于上料装置;智能识别系统包括视觉检测相机和光纤开关,综合判断衬套上料姿态,并和夹爪与机器人等产生联动,姿态矫正转台进行矫正,由V90伺服驱动器控制;机器人及压装机是本系统关键的执行环节,负责衬套的最终装配;电气控制管理系统对上料机构运转、视觉检测、机器人及伺服电机动作执行等进行总体控制。机床部分结构如图4所示。
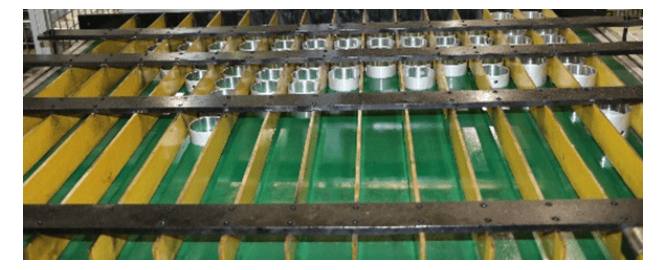
上料输送:衬套材质偏软,为避免上料过程中发生变形、磕碰,利用隔板对上料的衬套做定位,输送过程中隔板将衬套自动分隔、排列,保证上料过程稳定有序,如图5所示。

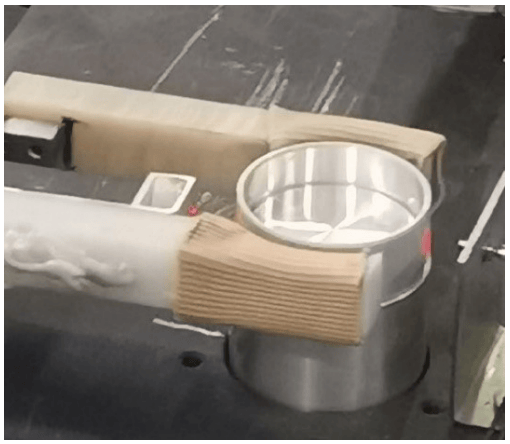
上料位传送:输送至终点的衬套,为避免变形,通过气动夹爪(如图6所示)采用涨紧式柔性内夹紧方式来进行抓取;采用X轴+Z轴+旋转A轴的桁架机构移动夹爪,并根据夹取检验测试情况与输送带通讯,实现输送带与传送桁架的上料信息联动,确定输送带启动时间;利用伺服电缸,精确控制衬套的放料位置,最终将凸轮轴套放置在上料位姿态矫正转台上。
姿态识别、校正:因为凸轮轴衬套有两种,油道及油道孔的位置大不相同,所以姿态识别及矫正是本项目实施的难点。此次改造采用视觉检测相机和传感器结合使用的方式来进行识别,对两种衬套采取不同的识别矫正策略(图7为智能识别矫正系统)。

宽套:宽套的油道孔偏置在衬套一侧,采用两个光纤开关(传感器)检测油道孔位置,通过V90伺服驱动器控制转角的方式实现姿态矫正。上料桁架机械手将宽套放置在姿态矫正转台上,此时伺服电机带动转台旋转,当光纤开关(上侧或下侧中的一个)检测到油道孔后,将油道孔位置信号传给机器人,同时伺服电机继续转动直至衬套到达上料姿态,机器人根据光纤开关传输的衬套油道孔位置信息,采用不一样路径夹取并放置宽套,保证宽套装配方向的准确。
窄套:窄套的油道孔在衬套中间位置,但油道为偏一侧的“”型凹槽,采用光纤开关检测油道孔、视觉相机检测油道方向,通过V90伺服驱动器控制转角的方式实现姿态矫正。上料桁架机械手将窄套放置在姿态矫正转台上,此时伺服电机带动转台旋转,当光纤开关检测到油道孔后,伺服电机继续转动,使视觉检测相机与油道相对并进行拍摄识别,识别完成后将油道方向信息传递给机器人,同时伺服电机继续旋转直至衬套到达上料姿态,机器人根据视觉识别相机传输的衬套油道方向信息,采用不一样路径夹取并放置窄套,保证窄套装配方向的准确。
自动装配:使用机器人配合气动柔性夹爪进行凸轮轴衬套的夹取、放置于压装机的压头上实现装配。同时上料位检测衬套是否被取走,防止漏装。为确保安装准确性,本项目可选择人工检查后再启动压装机压装。
整个装配系统以PLC为逻辑控制核心,通过对硬件、软件、参数、通讯等方面的技术探讨研究,实现PLC与视觉、机器人的信号交互和数据传送。本系统的重点是理顺相机拍照、机器人应答和上料机构工作的逻辑关系,继而完成程序总体方案设计。
为了便于今后智能化升级,控制管理系统采用了当今比较流行的西门子博图V16自动化编程软件(SIEMENS TIA Portal V16),网络图如图8所示,该系统的优点是:

2.网络通讯采用PROFINET,适用于最新工业通讯标准,具有灵活可扩展易于集成的特点,且抗干扰性较强。
4.调试简易且所用软件少。本应用只需要西门子博图V16与美国康耐视(cognex) In-Sight Explorer 6.1.3(智能相机设置调整用视觉系统)两款软件,且通讯均采用PROFINET,上手容易。
采用美国康耐视公司的官方网站的ProfiNet Tag Generator(通讯链接)完成相关信号的I/O关联。
在西门子博图框架内安装SINAMICS Startdrive Advanced(一款调试辅助工具),完成对V90伺服驱动器、G120变频器等设备的运行调试。调整图如图9所示。

因本项目是在原手动作业产线上改造作业,故先在产线下模拟线上状态,安装好自制输送、抓取、定位与识别部分动作。因机器人路径有死点且机床空间存在限制,故只能在线下机器人编程过程中反复修改解决。
为了优化机器人程序,将子程序分为3种: 2种衬套抓取程序和1种位置安装程序(可在HMI中修改),通过在该位置程序上增加位移变量能轻松实现其余衬套的放置安装,减少了程序编制。
(1)离线调试完毕后,择机利用停线间隙,在不影响产线运行的情况下,仅通过对机器人点位的调整完成测试运行。
(2)在实际试运行过程中,发现机器人手臂尼龙夹具夹持力分配点不稳,导致没办法准确将衬套安装到位。为解决该问题,经过多种材质测试后,最终选用尼龙+橡胶混织手指套的方式:采用尼龙材质作为夹紧基体,当夹紧力过大时夹爪会自动折断,来保证衬套的完好性;橡胶夹持力稳定且耐磨性较好,寿命一般可以达到10万次以上,夹爪用弹性橡胶包覆可避免挤伤衬套,同时兼顾放至压头上时的摩擦力。图10、图11为尼龙夹爪的两种工作姿态。

(3)试运行调试中发现,衬套与压装机压头配合间隙较小。通过对机器人放置路径的反复调试,得到最优的放置路径,最终将衬套准确快速且无擦伤地放置到压头上。
改造后,通过机械替代人工自动识别、智能安装,生产节拍由先前的240s缩短到180s,效率提升25%。同时节省操作者1人/班次,实现了少人化,并消除了衬套漏放、放反等质量隐患,产品质量合格率达到100%。
通过自动化项目改造,该项目在2021年6月~2022年12月应用期间为公司创造综合经济效益达210万元。
本文将机器人、视觉检测、伺服控制、微型桁架结构等技术做综合运用,通过工艺流程设计、PLC控制程序开发和机器人动作调试,实现了气缸体凸轮轴衬套的全过程自动装配,大幅度的降低了操作人员的劳动强度,提高了产线的智能化水平。
该项目完全由企业内部团队自主实施,在行业内首次攻克了发动机凸轮轴衬套全过程自动装配的难题,并且适用于所有同类凸轮轴衬套的自动装配,为实现该装配工序自动化提供了一种新的可供参考的解决思路,具有高效、稳定、安全的特点,极具推广价值。




